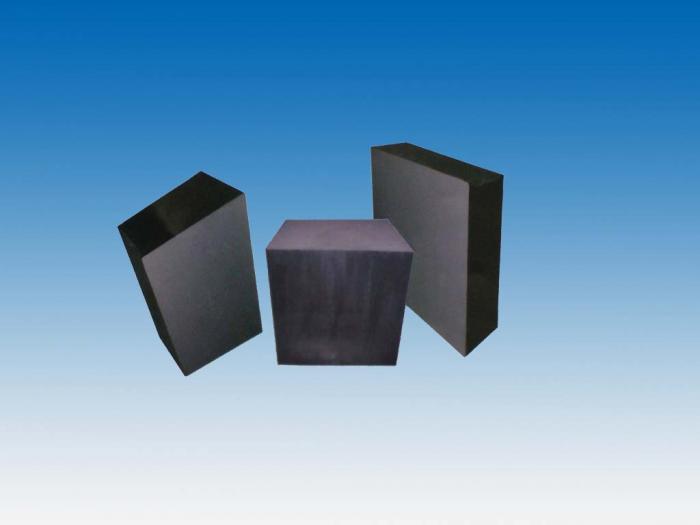
石墨性質:等靜壓石墨【HK-15石墨】模具通用石墨
石墨特性:低溫硬度降低、導電性好、抗光沖擊能力高
物理穩定性好,自潤滑性好,加工性能好。

HK-15石墨 等靜壓石墨板 石墨棒 石墨塊 石墨磨料
HK-0HK-1HK-15HK-2HK-75HK-3HK-6
堆積密度 g/cm31.791.851.831.821.821.821.86
平均粒徑μ
岸電強度
彎曲硬度.963.765.788.285
內電阻 μΩ.513.516.515.512
石墨電極的優點
注:電火花加工用石墨電極

1:磨具幾何形狀的日益復雜和產品應用的多樣化,導致對火花機的放電程度要求越來越高。 石墨電極的優點是加工較容易,放電加工去除率高,石墨損失小。 因此,一些火花機客戶放棄了銅電極,改用石墨電極。 另外,一些特殊形狀的電極用銅制作較困難,但石墨較容易成型,而且銅電極較重,不適合加工大型電極。 這種誘因使得一些火花機客戶開始使用石墨電極。
2:石墨電極更容易加工,加工速度明顯快于銅電極。 例如,石墨采用軋制工藝加工,其加工速度比其他金屬加工快2至3倍,且無需額外的手工處理,而銅電極則需要手工打磨。 同樣,如果采用高速石墨加工中心來制造電極,速度會更快,效率會更高,而且不會形成冒煙的問題。 在此過程中,選擇適當強度的工具和石墨,可以減少工具的磨損和銅的損壞。 如果詳細比較石墨電極和銅電極的切割時間,石墨電極比銅電極快67%。 在正常放電加工中,石墨電極加工速度比銅電極快58%。 這樣,加工時間大大減少,制造成本也降低。
3:石墨電極的設計與傳統的銅電極不同。 許多磨具企業一般對銅電極的粗加工和精加工加工余量不同,而石墨電極則采用幾乎相同的加工余量,減少了CAD/CAM和機加工的數量。 僅憑這個原因,就足以在很大程度上提升磨料工件的精度。
事實上,磨具企業從銅電極轉向石墨電極后,應該明確如何使用石墨材料并考慮其他相關激勵措施。 現在一些電火花加工客戶使用石墨進行電火花加工,這樣不僅避免了磨料工件的拋光和實物的拋光,而且仍然達到了預期的表面白度。 如果不減少時間和拋光工藝,用銅電極制造這樣的工件是不可能的。 此外,石墨還分為不同的等級。 在特定應用下使用適當牌號的石墨和電火花加工參數可以達到理想的加工效果。 如果操作員在使用石墨電極的火花機上使用與銅電極相同的參數,結果一定是令人沮喪的。 如果需要嚴格控制電極的材質,粗加工時可將石墨電極設置為無磨損狀態(磨損大于1%),但不使用銅電極。

{kind=link}